
With the advantages of low cost, high efficiency and wide application, laser processing technology is the most advanced manufacturing technology in the contemporary era, representing the development trend of the future manufacturing industry.
The application of tens of thousand watt laser processing technology further broadens and upgrades the application fields. With the gradual maturity of the technology, tens of thousand watt laser has been widely recognized by the market. In addition, the national industrial upgrading urgently needs advanced technology to replace the traditional process. tens of thousand watt laser is a rising trend, and the future has come!

According to the consumption analysis of China's steel industry, at present, the main application industries of steel are construction, machinery, automobile and energy, followed by shipbuilding and household electrical appliances, most of these industries use medium and heavy plates. Plasma cutting, flame cutting, water cutting, wire cutting, etc., are used in traditional medium and thick plate processing. However, there are some problems, such as plasma can not cut small holes, poor dimensional accuracy, large thermal impact, can not cut small parts, wide slotting and waste materials; flame cutting can only cut carbon steel, not non-ferrous metals, and the cutting speed is slow; the water cutting pollutes the water quality; the wire cutting speed is slow, and the consumables are large; the die loss of punch is large, and tooling cost is high.
Traditional Processing Methods
Case 1: Gear
Application industry: construction machinery, rail transit, automation equipment etc.

Tens of thousand watt laser equipment have unique advantages in thick plate cutting, and its ability to process high-precision parts is also extremely strong. For the same gear workpiece (as shown in the following figure for example), the high temperature generated during plasma cutting will passivate the sharp angle of the gear, and the cutting end face is rough and not smooth with low precision, therefore, a milling machine is required to finish machining the round angle gear into a sharp angle gear for the second time. The sharp angle can be cut out at one time by using tens of thousand watt laser cutting, and the section is smooth, which can meet the requirements of aerospace, electric power equipment, petroleum equipment and automobile manufacturing and other industries of high precision requirements.
Sample: 500mm diameter gear, 12mm thickness, carbon steel, R1mm sharp angle, 42 sharp angles;
| Processing method | Traditional processing | 12KW laser | 20kW laser |
| Equipment required | 300A plasma cutting equipment, deburring machine, milling machine | Tens of thousand watt laser equipment | Tens of thousand watt laser equipment |
| Number of personnel required | 2 person | 1 person | 1 person |
| Required machining position | 3 kinds | 1 | 1 |
| Is secondary processing required | Second grinding, finishing | Direct forming | Direct forming |
| Cutting speed | 3.9m/min 3.9m/min |
5.5m/min 5.5m/min |
8.5m/min 8.5m/min |
| Processing time | 227min5s (plasma cutting: 2min6s + grinding: 38S + milling corner: 2min21s + station transfer and disassembly: 22min) |
1min30s 1min30s |
58s 58s |
| Processing cost | 8.47 yuan (plasma + deburring machine + milling machine + 2 labor hours, unit price: 1.03 yuan / m, contour length: 8.22 m) |
1.62 yuan (unit price: 0.197 yuan / m, contour length: 8.22m) |
1.37 yuan (unit price: 0.167 yuan / m, contour length: 8.22m) |
Case 2: aluminum curtain wall, aluminum window decoration
Application industry: construction and curtain wall industry

For complex graphics, the traditional processing method can't be completed at one time, which requires the combination of multiple equipment and technology, and the result is often unsatisfactory. However, the flexible laser technology can process any graphics with one equipment, and the speed and effect are beyond the traditional processing methods. Taking the figure of thick plate metal curtain wall as an example (the workpiece in the following figure as an example), the traditional processing method of aluminum curtain wall and window decoration with 10-25mm plate thickness requires the combination of engraving machine and wire cutting. The engraving machine can not make sharp corners, and the cost of wire cutting is high, the efficiency is extremely low, and the size is limited. If tens of thousand watt laser processing is used, one equipment can be completed at one time, with high speed, low cost, good surface finish, and can also process various large-scale complex patterns.
Sample: window decoration with aluminum alloy , 12mm thick, irregular drawing
| Processing mode | Traditional processing | 12KW laser | 20kW laser |
| Equipment required | Engraving machine + wire cutting machine |
Tens of thousand watt laser equipment |
Tens of thousand watt laser equipment |
| Number of personnel required |
2person | 1 person |
1 person |
| Required machining position |
2 kinds |
1 |
1 |
| Is secondary processing required |
Need secondary treatment (deburring, oil contamination) |
Direct forming without grinding |
Direct forming without grinding |
| Cutting speed | Engraving machine: depth of 0.3 mm, feed rate of 1 m / min, wire cutting 2000mm²/h |
2.5m/min |
4.5m/min |
| Processing time (12mm aluminum alloy, processing time per meter) |
Engraving machine: 40min Wire cutting machine: 2h |
24s |
13s |
| Processing cost (yuan / m) |
Engraving machine: 40 yuan (unit price: 60 yuan / hour) Wire cutting machine: 20 yuan (unit price: 10 yuan / hour) |
0.52 yuan |
0.34 yuan |
Case 3: through hole disc
Application industry: petroleum, natural gas, metallurgy.
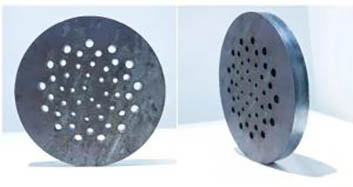
The traditional processing technology needs to use mold and cutter to assist in processing, which limits the processing of some graphics. If the graphic data changes, the mold needs to be remade. The mold cost is high, the modification time is long, and it can not be formed at one time. However, the laser processing has high flexibility, can process arbitrary graphics, and can modify the product design according to customer needs at any time, and the processing quality is high. In the case of cutting small holes (as shown in the following figure, for example), the minimum diameter of plasma cutting aperture can only be approximately equal to the thickness of the plate, that is, 25mm thick steel plate can only be processed with a hole diameter greater than or equal to 25mm; while the minimum hole diameter processed by tens of thousand laser cutting can reach 20% of the thickness of the processed plate, that is, the 25mm thick steel plate can be processed with a hole diameter of 5mm, which can be cut out in the thick plate metal with different aperture at one time.
Sample: 500 mm diameter disc, 25 mm thickness, carbon steel material, processing 4, 6, 8, 10 mm straight through holes, 50 pieces;
| Processing method |
Traditional processing |
12KW laser |
20kW laser |
| Equipment required |
300A plasma cutting equipment, deburring machine, milling machine, drilling machine |
Tens of thousand watt laser equipment |
Tens of thousand watt laser equipment |
| Number of personnel required |
3 person |
1 person |
1 person |
| Required machining position |
4 kinds (exchange 4 kinds of drilling bits) |
1 |
1 |
| Is secondary processing required |
Second grinding, finishing |
Direct forming | Direct forming |
| Cutting speed |
1.9m/min |
1.1m/min |
1.5m/min |
| Processing time |
56min6s (plasma cutting: 4min14s + grinding: 38S + milling vertical: 1min34s + drilling: 16min40s + station transfer and disassembly: 33min) |
7min19s |
5min22s |
| Processing cost |
52.23 yuan (plasma cutting unit price: 1.42 yuan / m, outer contour length: 1.57 m, hole unit price: 1 yuan / piece, 50 pieces) |
9.18 yuan (unit price: 1.14 yuan / m, contour length: 8.05m) |
8.53 yuan (unit price: 1.06 yuan / m, contour length: 8.05m) |
The combination of quantity, high speed, good quality and low cost is productivity. For manufacturing industry, advanced productivity means high efficiency and low cost based on high quality.
Post time: Mar-05-2021